




缠绕机控制系统
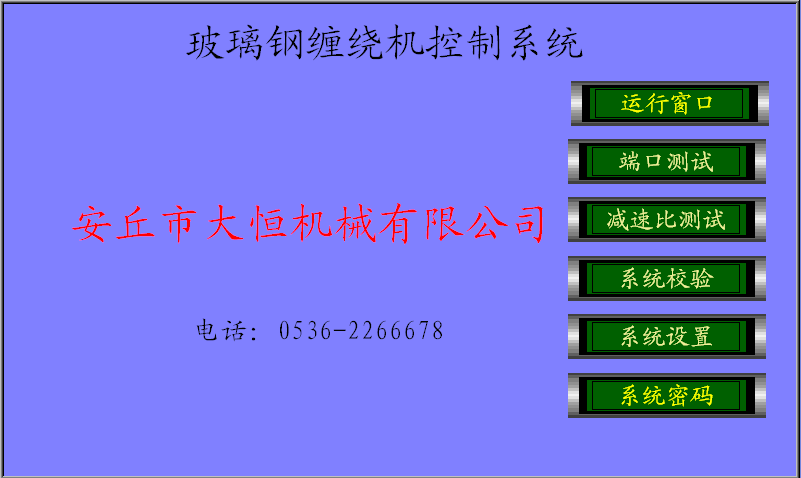
1、 开机界面显示。
2、 点击“运行窗口”后显示界面如下:
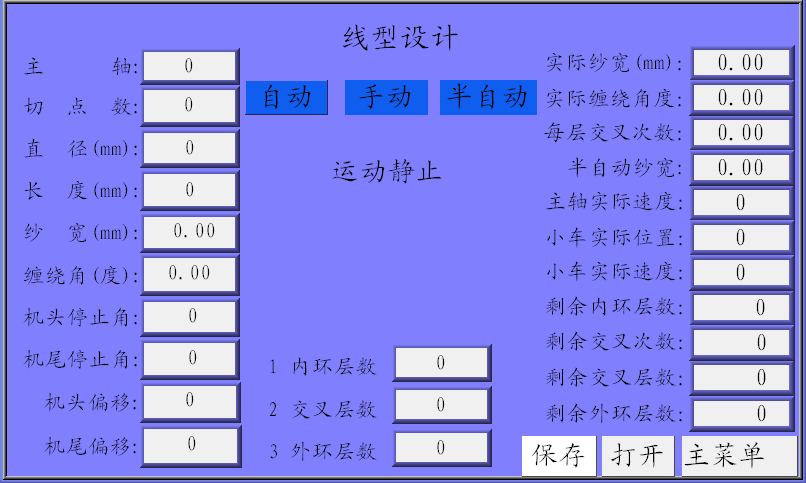
本界面是系统运行时的显示界面。其中当前参数与运行状态只是显示当前的参数,下方的功能按钮可以点击进入相应功能。
1) 主轴:此参数决定程序中所使用的主轴减速比。在减速比测量时,测量了三个轴的减速比,在此选择相应的轴号,即使用相应轴的减速比。
2) 长度:此参数为所要缠绕制品的长度
3) 工件直径:所缠绕制品的直径。
4) 纱片宽度:缠绕时所使用的纱片宽度。
5) 缠绕角度:交叉缠绕时的缠绕角。
6) 切点数:缠绕线型的切点个数。当此参数为0时,为默认切点个数(现有版本不支持0切点即默认切点,一下均同)。为非零值时,为设定切点个数。
7) 端部加减速长度:在制品两端小车的加减速长度,此参数越小,理论上端部变形区越小,此参数不宜设的过小,设的过小,在两端的机械冲击会很大。(该参数移至“系统设置”内)。
8) 机头停止角:小车走到机头,也就是制品头部时,主轴所转过的角度。
10)机尾停止角:小车走到机尾,也就是制品尾部时,主轴所转过的角度。
操作说明:
1) 在配置好以上参数后,系统会根据输入的参数进行计算,计算的结果会在右侧计算结果中显示出来。
参看设计结果中的计算后的缠绕角与沙宽,看是否能满足要求,如果不能满足要求,则应重新配置左侧的缠绕角,沙宽,切点数等参数,重新进行计算。如果得到的结果满足要求,即可开始缠绕。
2)、“半自动纱片宽度”,在自动时显示的是参数设置的纱片宽,在半自动时,要进行小车的加减速,用以调整小车和主轴的跟踪速比,从而这个纱片宽也跟着改变。
3、“端口测试”界面
点击“端口测试”按钮,进入端口测试界面,界面如下:
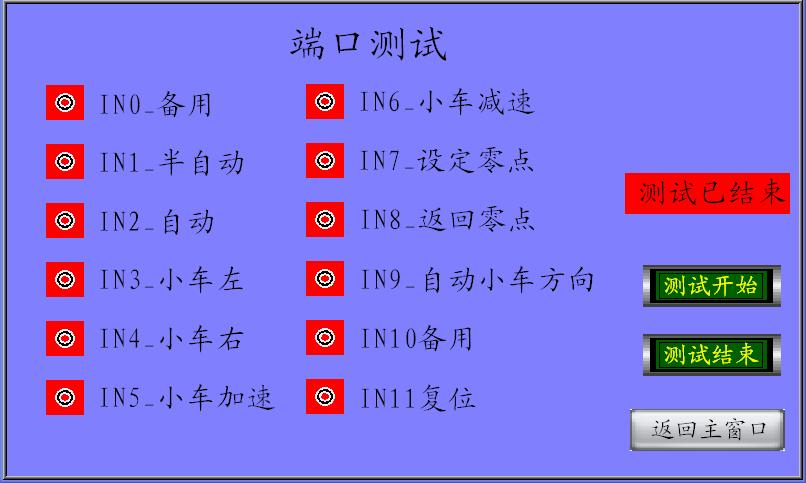
“端口测试”界面是为了测试运动控制器所外接的按钮,旋钮等开关量是否连接良好,以及连接是否正确。
测试时,只要将此界面打开,即可开始测试。旋动相应的按钮,此界面中相应的点就会变绿,同时会有中文提示相应按钮的功能,可以对照此提示判断是否将按钮接错,如果个别按钮没有反应,则需要检查接线。
旋动按钮之后要稍微等一段时间,等待信号完全传递过来。
测试完成后,点击“ok”按钮退出此界面。
4、“减速比”界面
点击“减速比”按钮,进入减速比测量界面,界面如下图:
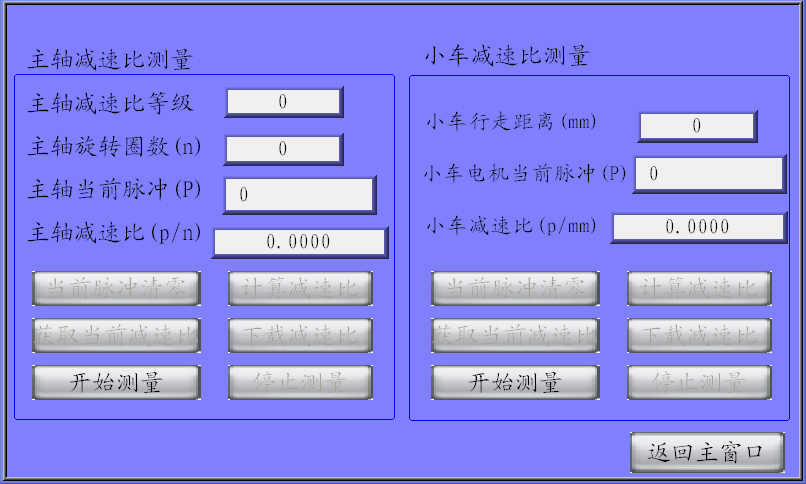
主轴减速比测量步骤:
1) 点击“主轴减速比测量”下的“开始测量”按钮,开始主轴减速比的测量;
2) 选择“主轴减速比等级”,即选择要测量的主轴,最多支持三个主轴的减速比测量,分别记为1号轴,2号轴,3号轴;
3) 将主轴速度调为0,即让主轴停止旋转,点击“当前脉冲清零”按钮,将主轴当前脉冲清零;
4) 开动主轴,人工查主轴的旋转圈数。可以查20圈,30圈,100圈等,查的圈数越多,测量结果越精确,但圈数不宜过多,圈数过多会导致数据溢出,使测量不准确,以100圈以内为宜;
5) 将主轴速度调为零,将主轴一共旋转的圈数输入到“主轴旋转圈数”文本框中;
6) 点击“计算减速比”按钮,即可计算出减速比的值;
7) 为了使计算结果精确可以重复3)--6)步,人工将计算出的减速比求平均值,然后输入到“主轴减速比”文本框中。此步可跳过;
8) 点击“下载减速比”按钮,将获得的主轴减速比下载到运动控制器中;
9) 点击“获取当前减速比”按钮,可以查看运动控制器中的当前减速比;
10)点击“主轴减速比测量”下的“停止测量”按钮,停止主轴减速比的测量。
小车减速比测量步骤:
1) 点击“小车减速比测量”中的“开始测量”按钮,开始小车减速比的测量;
2) 将小车速度调为0,即让小车静止,点击“当前脉冲清零”按钮,将小车电机当前脉冲清零;
3) 开动小车,让小车运行一段距离,然后将小车停止(最好用将速度调置0的方法停止,这样会避免惯性冲出去的距离) 。用米尺测量这段距离;
4) 将这段距离输入到“小车行走距离”文本框中,单位为mm;
5) 点击“计算减速比”按钮,即可计算出小车减速比值;
6) 为使测量结果精确,可重复2)--5)步,进行多次测量,取平均值。多次测量应注意,小车的行走方向应一致,避免回程误差。此步可跳过;
7) 点击“下载减速比”按钮,将小车减速比下载到运动控制器中;
8) 点击“获取当前减速比”按钮,可以查看运动控制器的当前减速比;
9) 点击“小车减速比测量”下的“停止测量”按钮,停止小车减速比的测量。
注:必须在主轴减速比和小车减速比同时为停止测量状态下,点击“oK”按钮离开此界面,否则将会引起系统冲突。
5、“系统密码”界面
点击“系统密码”按钮,进入界面,界面如下:
其中“端口测试”,“减速比测试”,“系统效验”,“系统设置”按钮初始时为锁定状态,其中参数的作用是使本软件与机械系统匹配。如果需要更改,点击“系统密码”按钮,输入出厂配置密码“2266678”,进行相应更改,更改结束后点击测试结束,将这四个按钮再次锁定。(如下图)
10、“校验”界面
点击“校验”按钮,进入校验界面,界面如下
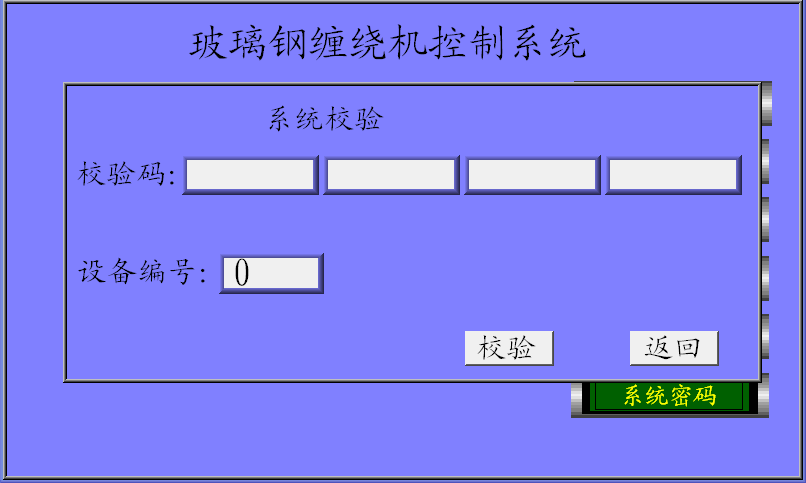
系统设有校验码,通过配置的校验码,可以设定系统的使用期限。
面板操作
1、 手动状态,可以操作主轴正反转,主轴加减速,小车前后,小车加减速。
2、 自动
将主轴按正确的方向开启,将旋钮至于自动档,掰启动方向旋钮,选择自动启动方向,按下缠绕启动按钮,即开始自动缠绕。
3、 半自动
将主轴按正确的方向开启,将旋钮至于半自动档,此时掰动小车左右旋钮,小车即左右跟随主轴进行半自动缠绕,缠绕时,进行小车加减速,即可改变半自动的速比。
4、在自动或半自动缠绕时,可以进行主轴的加减速,此时小车也会跟随运动,不会影响线型。
5、在制品缠绕完成后,请将所有开关复位
系统常见问题与解决办法
当系统下载不进去参数,提示读取VR错误,等提示时,为系统通讯错误。
错误原因及解决办法
1、 通讯线没有插牢或者断掉了,重新插好通讯线,或重新换一根通讯线。通讯线焊接图纸附后。
2、 通讯线连接错误,通讯线圆头端应插入运动控制器的B口,九针头端应插入上位机相应串口。
3、线型不准确
压纱:适当增大主轴减速比;
分缝:适当减小主轴减速比;
线型不规律:
请先查找机械,查看传动装置是否有松动,主轴与小车是否平行,编码器是否完好,编码器与主轴连接是否紧密,是否会有丢转的可能,现场是否存在,严重的干扰,如电焊机等。
当排除以上原因之后,重新测量主轴与小车的减速比
注:通常情况下不会改变小车的减速比,应为改变小车的减速比,会影响小车的行走距离,也就是会改变制品的长度。





全国服务热线:0536-2266678
联系电话:15264606555
传真:0536-4736108
联系人:杨总
邮编:262100
地址:山东省潍坊市安丘市经济开发区
